



О нас
Чтобы удовлетворить более высокие требования клиентов к качеству продукции и большой спрос на производство пресс-форм для литья пластмасс под давлением, мы постоянно внедряем передовое оборудование, технологии и таланты в стране и за рубежом для улучшения наших производственных средств и технической поддержки, постоянно расширяем площадь обработки для увеличения нашего производства. емкость. В настоящее время Root sino имеет большое количество международных передовых обрабатывающих центров с ЧПУ, электроэрозионных станков, фрезерных станков, шлифовальных станков и другого прецизионного оборудования для обработки штампов и пресс-форм, импортных спектрометров, металлографических анализаторов, детекторов емкости воды, координатных детекторов, датчики и другие передовые международные детекторное оборудование и приборы. Дизайн и производство штампов Root sino были полностью компьютеризированы. Здесь приемлемы международные передовые автоматические CAD, PRO / E, UG, CIMATRON. После получения чертежей и данных от клиентов пресс-форм для литья пластмасс под давлением с помощью дронов инженеры Root sino сначала разрабатывают и программируют. Изготавливайте, производите и проверяйте их строго по чертежу пресс-формы. Все производственные процессы осуществляют оцифровку чертежей, чтобы обеспечить стабильность высокой точности и высокое качество штампов. Все материалы штампа изготовлены из высококачественной стали и прецизионной стандартной базы штампа, что обеспечивает эксплуатационные характеристики и срок службы штампа. В соответствии с принципом клиента в первую очередь мы обеспечиваем лучшее качество, дату поставки, качественное обслуживание и разумную цену, абсолютно гарантируем интересы клиентов и обеспечить конфиденциальность всей технической информации клиентов. Мы искренне приветствуем вас посетить http://www.rootsino.com/ и расширить свой бизнес!
Технический параметр
Схема охлаждения
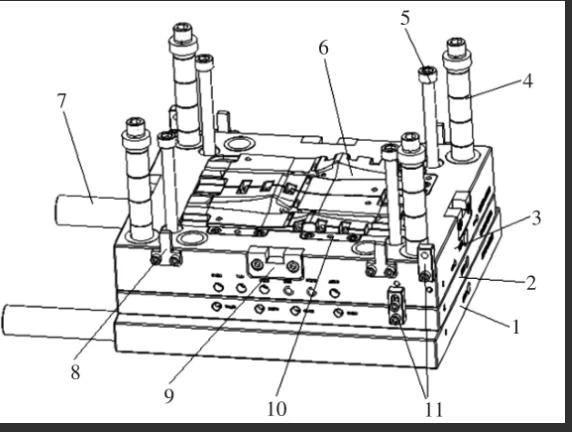
1. Пластмассовые детали 2. Стационарный контур охлаждающей воды пресс-формы
2. Подвижный контур охлаждающей воды пресс-формы путем регулировки температуры и расхода каждой группы охлаждения является равномерным и достаточным для беспилотной пресс-формы для литья пластмасс под давлением, внешний вид и допуски на размеры пластиковых деталей контролируются в соответствии с требованиями, а отклонение динамического баланса относительно легко поддерживать стабильность .
3. Вентиляция выхлопной системы сердечника является проблемой, которую нельзя игнорировать при проектировании пресс-форм для литья под давлением. Недостаточная вентиляция вызовет множество дефектов литья пластиковой формы для литья дронов, таких как короткие выстрелы, подгорание, поры, пустоты; пузыри поверхности серебряные линии, линии сварки и другие очевидные проблемы с внешним видом. С учетом конструктивных особенностей пластмассовой детали, расположения бегунков и технических требований выпускная канавка на сердечнике выполнена полной окружностью выпускных канавок по форме поверхности лопатки, как показано на рисунке 15. Ширина основной выпускной канавки в сердечнике рассчитана на быть 5 мм, глубина 0.015 мм, длина первичного выпускного паза 3 мм, а расстояние между двумя выпускными пазами равно 20 мм, равномерно распределено. Глубина вторичной выхлопной канавки по периферии сердечника составляет 0,4 мм, а ширина рассчитана на 4 мм. Кроме того, односторонний зазор между валом в сердечнике подвижной модели и штоком выталкивателя цилиндра рассчитан на 0,005-0,01 мм, что также может играть вспомогательный эффект выхлопа.
О производстве
Дизайн пресс-формы для литья под давлением пластика для передних и задних лопастей БПЛА. Гражданские пропеллерные беспилотники штурмом захватили мир и широко используются в геологоразведке, картографической съемке, аэрофотосъемке, мониторинге стихийных бедствий, патрулировании железных дорог и высоковольтных линий электропередач. Большое количество предприятий и капиталов вошли в сферу гражданских дронов. Из-за быстрого развития и жесткой конкуренции в Китае ежегодный спрос на пресс-формы для литья под давлением дронов продолжает расти с высокой скоростью. Ожидается, что масштабы рынка гражданских дронов превысят к 2023 году. Лезвие является важной частью БПЛА со строгими требованиями, огромным спросом и многообещающими рыночными перспективами. проверить динамическую балансировку лезвия.

Конструктивные особенности конструкции пресс-формы для литья под давлением дрона
В соответствии со структурой и технологическими требованиями пресс-формы для литья пластмасс под давлением дрона, выбирается основание пресс-формы для пластиковой детали с тонким соплом, одно лезвие спроектировано с двумя маленькими соплами для больших сопел для впрыска. Наиболее сложные моменты этой формы следующие: 1. Трудно извлечь пресс-форму 2. Как синхронно вытянуть правую и левую внутреннюю резьбу пластиковой части пластиковой формы для литья дронов 3. Пластиковая часть легко деформируется 4. Во время массового производства пластиковой формы для литья дронов; контроль отклонения динамического баланса лопасти нестабилен.
Индустрия пластиковых форм для литья дронов постоянно развивается, чтобы удовлетворить растущие потребности рынка дронов. Достижения в области материалов, конструктивных возможностей, автоматизации и устойчивости определят будущее форм для литья пластмасс под давлением для дронов, что позволит производить высокопроизводительные, легкие и индивидуальные дроны.